

3 д принтер настройка настрой и регулировка. Калибровка стола
DiyTronic
Калибровка стола 3d принтера без всяких датчиков
Как известно для качественной печати на 3D принтере необходимо тщательно выровнять поверхность стола. К сожалению сделать это не всегда возможно. Довольно часто стол представляет собой криволинейную поверхность и даже использование стекла не позволяет полностью решить эту проблему. По счастью в последних прошивках Marlin всё больше и больше внимания уделется возможности калибровки поверхности стола. Полностью автоматическая калибровка требует применения дополнительных датчиков, что не всегда доступно, но кроме неё есть возможность калибровки стола в ручном режиме. Именно об этом я и хочу рассказать.
Добавляем поддержку автокалибровки в прошивку
Включаем поддержку ручной калибровки
Задаём опции сетки
Внимание! Не использовать больше 7 точек на ось. Это ограничение прошивки.
Добавляем пункты в меню принтера
Скрипт выполняемый после калибровки. Тут по умолчанию какие-то телодвижения экструдером, не факт что они нужны. Не уверен на этот счёт.
После этого заливаем обновлённую прошивку.
Калибруем стол
Для ручной калибровки используется так называемый Mesh Bed Leveling (MBL). Т.е. способ калибровки по массиву точек. Соответственно поверхность стола разбивается на сетку и по узлам сетки производятся замеры Z координаты перемещением вручную оси Z. Собствено для измерения нужен только лист бумаги и прямые руки.
В каждой точке под сопло экструдера подкладываем лист бумаги и движением оси Z (либо посылая специальную G команду через ПО с компьютера, либо через меню принтера) добиваемся такого состояния когда лист под экструдером ещё можно свободно двигать, а уменьшение положения экструдера на один шаг уже мешает листу перемещаться. После этого текущая точка записывается и продолжаем со следующей и так до конца.
В конце процесса, когда все точки измерены, записываем результаты в энергонезависимую память принтера и собственно этого достаточно. В дальнейшем не нужно настраивать поверхность перед каждым использованием — будут использованы сохранённые значения.
По умолчанию для калибровки используется сетка 3×3 т. е. 9 точек, но при желании можно задать в прошивке другое количество (не более 7 на ось, т. е. не более 49 всего).
Для дополнительного увеличения точности калибровки можно перед её выполнением разогреть стол и экструдер до рабочих температур. Это позволит учесть и скомпенсировать температурные расширения.
Через внешнюю программу
Для калибровки стола есть специальная команда G29
- G29 S0 читаем текущие значения точек в памяти принтера.
- G29 S1 перемещение принтера в первую точку для начала процесса настройки. Фактически принтер сначала паркуется в исходное положение, потом переходит к первой точке.
- G29 S2 записываем текущую точку и двигаемся к следующей
- Повторяем процесс для всех точек
- Используем команде M500 для записи измеренных величин в память принтера
Через меню принтера
Выбираем в меню Presets следующие пункты


После чего видим на экране следующую надпись и наблюдаем как принтер паркуется в домашнюю позицию

Затем принтер предлагает нам кликнуть по энкодеру.

После клика экструдер переходит к первой точке
И мы видим регулировку оси Z.

Далее двигая рукоятку энкодера выставляем требуемый зазор как было описано выше.

Кликом по энкодеру сохраняем значение и перемещаемся к следующей точке. Повторяем калибровку каждой точки (всего их 9 штук). После последней точки принтер выполнит парковку и покажет нам следующее:

На этом процесс калибровки можно считать законченым и нужно сохранить настройки в память принтера.

Итого
В моём случае даже такая ручная калибровка позволила существенно улучшить качество печати. Причём заметно невооружённым взглядом. Дополнительным бонусом стало то, что перестал мазать стекло клеем для лучшего прилипания — в связи с тем, что после калибровки принтер учитывает неровности стола первый слой теперь укладывается абсолютно ровно и прилипает просто отлично. Опять же это сразу видно. Раньше из-за неровностей одна часть прилипала хуже и в результате без покрытия клея модель отваливалась.
В общем крайне рекомендую сделать калибровку если вы её ещё не сделали. Как минимум не будет хуже и почти наверняка результаты печати значительно улучшатся.
Выравнивание стола 3D-принтера: пошаговое руководство

Товары



Выровненный стол 3Д принтера играет важную роль в качестве результата 3Д печати. Мы расскажем Вам, как правильно его выровнять и настроить.
Зачем нужно выравнивание стола?

В большей степени результат 3Д печати зависит от филамента. Он ведет себя предсказуемо при определенных температурах, что позволяет контролировать его укладку и делает возможным печать объемных предметов.
При использовании 3D-принтера необходимо учитывать ряд факторов, чтобы получить качественный результат. Ровный стол для печати является одним из них, поскольку он позволяет материалу равномерно распределяться по поверхности.
После выравнивания стола для печати нам нужно отрегулировать высоту по оси Z. Сначала мы делаем это вручную, чтобы сбалансировать поток пластика и его прилипание к поверхности. Затем мы устанавливаем полученное значение в программном обеспечении, чтобы принтер знал, какой зазор между соплом и рабочим столом.
Чтобы получить аккуратный первый слой, нам понадобится выровненный стол и правильный зазор сопла. Тогда у нас будет отличная основа для остального процесса 3D-печати.
Если с каким-то из этих параметров есть проблемы, Вы можете легко определить это по первому слою. Просто нужно знать, что искать!
Кстати, для хорошей качественной печати нужен хороший пластик! 🙂 Купить пластик для 3Д принтера можете в нашем магазине 3DIY с доставкой по всей России
Признаки того, что необходимо выровнять стол для печати

На выровненном столе первый слой должен выглядеть однородным. Несколько общих признаков необходимости выравнивания стола включают:
Высота и ширина экструзии варьируются в зависимости от расположения на столе
Зазор между линиями экструзии варьируется по всей поверхности стола
Нить прилипает к поверхности только в некоторых местах
Слой в некоторых местах отлипает от поверхности
Необходимые инструменты
Вот хороший минимальный набор инструментов, необходимых для регулировки стола и зазора между соплами:
Калибровочный щуп: для регулировки зазора сопла Вам понадобится тонкий предмет такого размера, который вы можете удобно держать и перемещать между соплом и рабочим столом. Подойдет кусок обычной офисной бумаги размером примерно 100 x 40 мм. Мы предпочитаем использовать бумагу плотностью 120–160 г / м2.
Отвертка или шестигранный ключ: один из этих инструментов может потребоваться для регулировки винтов на столе вашего принтера.
Термостойкие перчатки: пригодятся для работы около разогретого сопла.
Чистая хлопчатобумажная ткань и латунная щетка: потребуются для очистки сопла.
Лезвие для бритвы или шпатель: пригодятся чтобы соскрести остатки пластика с поверхности рабочего стола.
Мыло для посуды и чистая сухая хлопчатобумажная ткань также пригодятся для удаления пыли и грязи.
Изопропиловый спирт: позволяет очищать несъемную поверхность стола 3Д принтера. Предварительно проверьте стойкость поверхности к спирту.
Подготовка

Очистите сопло
Если есть остатки пластика на кончике сопла, выравнивание стола и регулировку зазора сопла производить не стоит. Очистить сопло можно сухой хлопчатобумажной тканью.
Нагрейте сопло до температуры, при которой использовался заправленный пластик, и вытрите излишки пластика. Если этого оказалось недостаточно, можно использовать латунную щетку. Только будьте осторожны, не переусердствуйте, иначе жесткой латунной щетиной можно повредить сопло.
При работе вблизи разогретого сопла обязательно соблюдайте соответствующие меры безопасности, надевайте термостойкие перчатки и руководствуйтесь здравым смыслом.
Очистите поверхность стола
Как и в случае с соплом, поверхность стола вашего 3D-принтера также должна быть чистой. Для стеклянной поверхности можно использовать лезвие бритвы или шпатель, чтобы соскрести любые остатки пластика. Лезвие также подходит для других твердых поверхностей, но не используйте его на столе со специальным покрытием, которое может быть легко повреждено, например, с покрытием PEI.
После того, как мусор будет удален, мы можем приступить к мытью рабочей поверхности. Если ее можно снять, то просто вымойте обычным мылом для посуды и теплой водой. Для несъемной поверхности можно использовать изопропиловый спирт на бумажном полотенце или ткани. После этого вытрите насухо мягкой тканью.
Не касайтесь чистой рабочей поверхности голыми руками, так как это может привести к попаданию на нее кожного сала. Это может отрицательно повлиять на прилипание пластика к столу. Для различных покрытий стола могут применяться другие методы, поэтому обязательно проверьте характеристики принтера, чтобы не повредить поверхность.
Горячий или холодный?
Для процесса выравнивания стола не имеет значения, горячий или холодный стол и сопло, если только вы не планируете печатать исключительно с одним набором настроек. В этом случае нагрев до рабочих температур перед выравниванием может помочь обеспечить более точную настройку, но это не обязательно. Чтобы установить зазор сопла по оси Z, вы должны следовать инструкциям для вашей модели 3D-принтера. Если вы не уверены в правильности метода, начните с холодного сопла и стола.
Выравнивание стола 3D-принтера и регулировка зазора сопла
Ручное выравнивание стола 3D-принтера и регулировка высоты по оси Z может не получиться даже у опытных пользователей. Однако, как только вы разберетесь с основами процесса, вы легко овладеете этим полезным навыком.
Многие 3D-принтеры имеют автоматическое или полуавтоматическое выравнивание стола, но ручное выравнивание позволит улучшить нижний слой, и оно необходимо для повышения точности и согласованности автоматического выравнивания. Кроме того, если что-то будет не так с вашим первым слоем, вам будет легче найти проблему, когда вы понимаете, что происходит в процессе выравнивания.
1. НАЧНИТЕ С ПОДГОТОВКИ СТОЛА
У большинства 3D-принтеров FDM стол крепится с помощью трех или четырех регулируемых винтов в углах или по сторонам. Отрегулируйте каждый винт на пару оборотов, чтобы увеличить расстояние между соплом и столом.
2. ПЕРЕМЕСТИТЕ СОПЛО К СТОЛУ:
Теперь вам нужно поднести сопло к рабочей поверхности стола вручную или с помощью программного обеспечения, которое вы используете для управления 3D-принтером.
3. ОТРЕГУЛИРУЙТЕ СТОЛ:
Откалибровать стол 3D-принтера надо так, чтобы он был как можно более ровным во всех четырех углах и посередине.
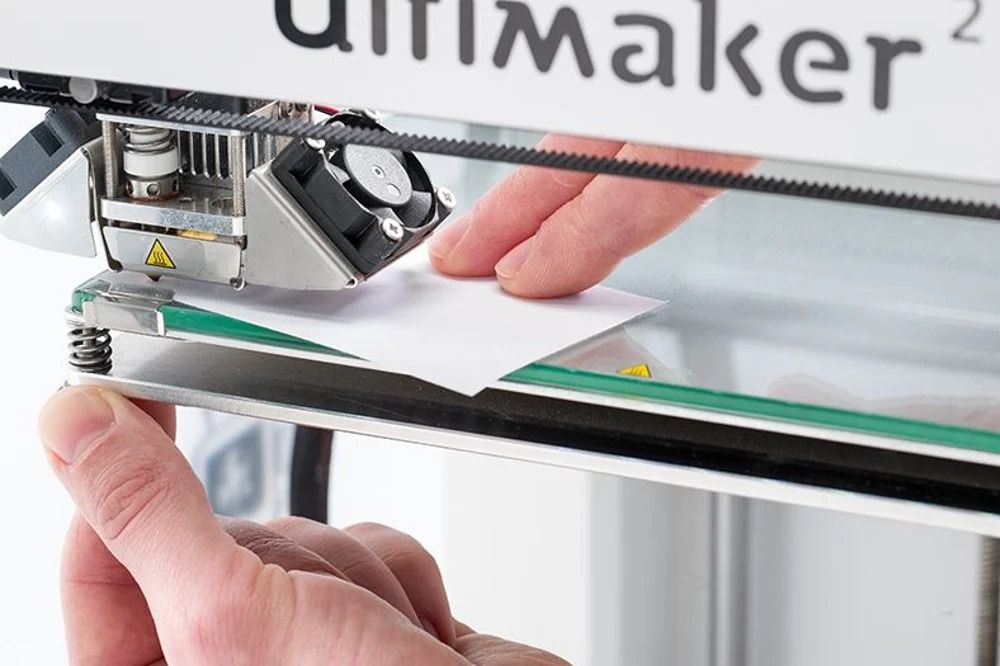
Переместите сопло в угол стола и поместите калибровочный щуп между соплом и столом 3D-принтера. Если при перемещении щупа вперед и назад между соплом и столом нет сопротивления, отрегулируйте ближайший регулировочный винт стола, чтобы уменьшить зазор.
Будьте осторожны, чтобы не надавить на основание 3D-принтера (например, рукой), так как это может толкнуть платформу настолько, что зазор станет больше, чем он есть на самом деле. Снова используйте щуп, продолжая регулировать винт, пока не почувствуете легкое сопротивление щупа.
Повторите тот же процесс со всеми оставшимися углами. Когда углы настроены, переместите сопло в центр стола и убедитесь, что там чувствуется такое же сопротивление щупа.
Наконец, еще раз проверьте каждый угол и центр, так как корректировки одной точки могут повлиять на другие. Если настройка какой-то из точек сбилась, повторите всю процедуру, пока все пять точек не будут выровнены.
4. ОСМОТРИТЕ ПЕРВЫЙ СЛОЙ:
Перед выполнением полного задания на 3D-печать рекомендуется распечатать только первый слой, чтобы убедиться в успешном выравнивании стола. Если все получилось, первый слой должен выглядеть более или менее одинаково по всей поверхности. В противном случае вам может потребоваться повторная настройка.
В случае, если слой однородный, но слишком сплющенный (или не прилипает), может потребоваться регулировка смещения по Z, для изменения расстояния между соплом и столом.
Признаки отсутствия зазора сопла
Устанавливая высоту Z, вы корректируете зазор между соплом и столом. Если зазор слишком велик или слишком мал, это будет видно по линиям первого слоя. Это может быть необходимо, в случае, если бумага, которую вы использовали для выравнивания стола, была не совсем нужной толщины, и ваш первый слой слишком тонкий или слишком толстый.
Второе применение параметра смещения Z – убедиться, что ваш первый слой имеет именно ту высоту, которая установлена в вашем слайсере. Это можно измерить, распечатав тест и измерив толщину штангенциркулем. Затем, надо отрегулировать смещение на нужную величину.
Во многих принтерах смещение по оси Z можно изменить непосредственно с помощью меню принтера. Однако, если такой опции нет, настройку можно найти и изменить в программном обеспечении слайсера.
ПРИЗНАКИ ТОГО, ЧТО ЗАЗОР СОПЛА СЛИШКОМ МАЛ:
Первый слой едва заметен или очень тонкий
Сопло цепляет пластик, уже находящийся на столе
Пластик накапливается на сопле
Пластик не выдавливается на стол
Чтобы исправить это, нужно увеличить смещение по оси Z, увеличив зазор сопла.
ПРИЗНАКИ СЛИШКОМ БОЛЬШОГО ЗАЗОРА СОПЛА:
Пластик не прилипает к столу
Пластик выходит как спагетти (закручивается)
В отличие от слишком маленького зазора, в этой ситуации надо наоборот – уменьшить смещение по оси Z, сделав зазор меньше.
Чтобы настроить смещение по оси Z, мы рекомендуем несколько раз напечатать простую тестовую модель, регулируя значение между тестами, чтобы убедиться, что зазор сопла оптимален.
3 д принтер настройка настрой и регулировка. Калибровка стола
Онлайн магазин оборудования для 3D-печати с доставкой по всей России.
 support@myshop3d.ru
support@myshop3d.ru
Ваша корзина пуста
Как правильно откалибровать рабочий стол 3D принтера
На что обратить внимание!
Правильно откалиброванный стол является неотъемлемым атрибутом, обеспечивающим качественную печать. Выравнивание стола – это одна из первых вещей, которую вы делаете покупая 3D-принтер и одна из первых вещей, на которую стоит обратить внимание в случае неудачной печати. В процессе работы с принтером вам не раз и не два потребуется заново калибровать стол, так что не расстраивайтесь, когда вам вновь придется этим заняться. Даже самые опытные производители тратят много времени выравнивая поверхность для печати на новом аппарате, так что лучше относиться к этому как к необходимости регулярного технического обслуживания.
3 признака, что вам пора заново откалибровать стол.
1. Пластик не прилипает к поверхности.
Чтобы получить качественную печать важно добиться того, чтобы первый слой был идеальным. Это в свою очередь обеспечивается хорошей адгезией (прилипанием). Если зазор между соплом и столом слишком велик, то пластику станет очень сложно прилипнуть и его постоянно будет тянуть вверх. Даже если первый слой прилип, но стол плохо откалиброван – вы столкнетесь с неприятностями позже, в процессе печати (что расстраивает еще больше) когда деталь полностью или частично отклеится от стола.

2. Пробелы в первом слое или слишком тонкие линии.
Неравномерное выдавливание пластика и проблемы с консистенцией первого слоя могут быть вызваны целым рядом причин, в том числе неравномерностью стола. Если ваш принтер работает плавно, то нить будет выдавливаться с равномерной скоростью благодаря давлению, создаваемому подающим механизмом. При этом филамент будет противодействовать давлению с силой обратного давления, и если пространство между столом и соплом в разных точках будет отличаться, то сила противодействия будет постоянно меняться. Эта разница в давлении может привести к наплывам излишек пластика или пробелам между слоями.

3. Пластик скапливается вокруг сопла при печати первого слоя.
Если зазор между соплом и столом слишком мал – вы получите сгустки и наплывы пластика на печатаемой поверхности. Затем, когда пластик застынет, сопло будет цепляться за эти неровности и может съехать по одной из осей.

6 простых шагов к выравниванию стола 3D-принтера.
Для новичков, калибрующих стол 3D-принтера в первый раз, важно сделать так, чтобы сопло экструдера находилось на одинаковом расстоянии от стола принтера во всех его точках. Большинство plug’n’play принтеров имеют встроенный пошаговый мануал по автокалибровке стола, если же вы собирали принтер самостоятельно, то вам придется пройти шесть шагов прежде чем приступить к печати. Несмотря на индивидуальные особенности конструкции различных 3D-принтеров, общая методика калибровки стола одинакова для большинства из них.
Совет. Перед тем, как выравнивать стол, нагрейте его до рабочей температуры, при которой планируете печатать. Так, если вы печатаете ABS – нагрейте стол до 90-110 С. Если вы используете каптон или синий малярный скотч, то не забудьте наклеить их перед калибровкой. Столы, выполненные из алюминия, расширяются при нагревании и сжимаются при охлаждении, так что для идеальной настройки необходимо выставить ту температуру, при которой будет производиться печать.
Шаг 1:
Возьмите обычный лист бумаги.
Шаг 2:
Каждый принтер имеет винты или другие регуляторы с пружинами, управляющие высотой поверхности. При помощи отвертки, шестигранника или вручную (если принтер имеет ручки, позволяющие сделать это) затяните винты в углах вашего стола, но не до конца.

Шаг 3:
Основной датчик, отвечающий за правильное позиционирование хотенда относительно стола – концевик оси Z. Переместите вашу печатающую головку в центр платформы и поместите листок бумаги под сопло. Отрегулируйте конечную остановку по оси Z, пока не почувствуете легкое сопротивление при попытке переместить листок под соплом. Если вы можете легко перемещать бумагу без какого-либо сопротивления, то сопло находится слишком высоко от стола. Если бумага не движется совсем, то сопло находится слишком близко и стоит немного приспустить стол.
Шаг 4:
Переместите листок и сопло во все углы печатной платформы и убедитесь, что в этих точках нет никакого сопротивления.
Шаг 5:
Теперь вы можете начать регулировку винтов, находящихся в углах платформы. Переместите печатающую головку как можно ближе к одному из винтов и подкрутите его до тех пор, пока не почувствуете легкое сопротивление при перемещении листка бумаги под соплом. Повторите это действие во всех углах вашего стола.

Шаг 6:
После выравнивания зазоров во всех углах, вам придется повторить этот процесс снова, а затем, возможно, еще и в третий раз. Дело в том, что когда вы регулируете расстояние в одном углу, это также влияет на зазор в других углах. Поэтому может потребоваться пройти несколько кругов, прежде чем удастся настроить стол идеально. После каждого регулирования зазоров, вращения винтов должны становиться все меньше. И когда вы пройдете через все углы почти не регулируя их, вы поймете, что сделали все настолько хорошо, насколько это было возможно!
Посмотрите видео-инструкцию, чтобы окончательно разложить все по полочкам.
Теперь, когда вы знаете симптомы плохо откалиброванного стола, вы решите эту проблему до того, как филамент будет потрачен впустую! Иногда, после того как вы закончите печатать, вам придется приложить большие усилия, чтобы отделить деталь от стола, это означает, что стол опять немного ушел и необходимо произвести калибровку для следующей печати. Ничего страшного в этом нет! Просто следуйте инструкции, приведенной выше и Ваш стол будет идеально откалиброванным.

